联系我们
地址:上海市松江区泗泾镇松江钢材城
销售电话:400-880-6743
咨询电话:15000587276
Q Q:moyanalloy@163.com

销售电话:400-880-6743
咨询电话:15000587276
Q Q:moyanalloy@163.com
S5
来源: 上海牧岩 阅读量:

S5
S5抗冲击工具钢
S5抗冲击工具钢是一种硅锰工具钢,在所有“S”型钢中具有zui高的冲击韧性。高韧性和硬化能力使62 Rockwell C成为需要比S7抗冲击工具钢更高强度的应用的理想选择。钢通常使用油淬火硬化,但对于简单的几何形状,钢可以是水淬火的。
应用:气动工具,剪切刀片,心轴,重型冲头和冲压模具。
S5组成
C 锰 硅 铬 Mo V
0.60 0.90 1.90 0.18 0.35 0.28
S5物理特性
密度: 0.280 lb / in 3(7750 kg / m 3)
比重: 7.75
弹性模量: 30 x 10 6 psi(207GPa)
可加工性: 1%碳钢的65-70%
S5热处理说明
硬化
临界温度:
Ac1:1410°F(766°C)
预热:加热速度不超过每小时400°F(每小时222°C)。对于复杂和大型工具,加热至1150-1250°F(621-677°C)并均衡。然后加热至1300-1400°F(704-760°C)并均衡。对于简单的几何形状,仅使用第二预热温度范围。
奥氏体化(高温):从预热中缓慢加热。用于油淬火:1600 - 1700°F(871 - 927°C)用于水淬火:1550 - 1650°F(842 - 899°C)浸泡30分钟,厚度为第一英寸(25.4 mm),再加上15分钟每增加一英寸(25.4毫米)的厚度。
淬火:油或水至150-125°F(66-51°C)。
回火:淬火后立即回火。保持温度每英寸(25.4毫米)厚度1小时,zui少2小时,然后空气冷却至环境温度。为了zui大限度地减小横截面内部应力大于6英寸(152.4 mm)并提高热处理后EDM的工具的稳定性,强烈建议在回火温度下浸泡4到6小时。
深冷处理: 有些人喜欢进行深冷处理,作为奥氏体化处理中淬火的延伸。其他人喜欢在回火后进行低温处理。
退火
退火必须在热加工后和再硬化之前进行。
以不超过400°F /小时(222°C /小时)至1425 - 1475°F(773 - 801°C)的速率加热,并保持zui高厚度每英寸(25.4mm)的温度1小时; zui少2小时。然后用炉子以不超过每小时50°F(28°C /小时)至1000°F(538°C)的速度缓慢冷却。继续在炉中或空气中冷却至环境温度。所得硬度zui大应为229 HBW。
S5抗冲击工具钢
S5抗冲击工具钢是一种硅锰工具钢,在所有“S”型钢中具有zui高的冲击韧性。高韧性和硬化能力使62 Rockwell C成为需要比S7抗冲击工具钢更高强度的应用的理想选择。钢通常使用油淬火硬化,但对于简单的几何形状,钢可以是水淬火的。
应用:气动工具,剪切刀片,心轴,重型冲头和冲压模具。
S5组成
C 锰 硅 铬 Mo V
0.60 0.90 1.90 0.18 0.35 0.28
S5物理特性
密度: 0.280 lb / in 3(7750 kg / m 3)
比重: 7.75
弹性模量: 30 x 10 6 psi(207GPa)
可加工性: 1%碳钢的65-70%
S5热处理说明
硬化
临界温度:
Ac1:1410°F(766°C)
预热:加热速度不超过每小时400°F(每小时222°C)。对于复杂和大型工具,加热至1150-1250°F(621-677°C)并均衡。然后加热至1300-1400°F(704-760°C)并均衡。对于简单的几何形状,仅使用第二预热温度范围。
奥氏体化(高温):从预热中缓慢加热。用于油淬火:1600 - 1700°F(871 - 927°C)用于水淬火:1550 - 1650°F(842 - 899°C)浸泡30分钟,厚度为第一英寸(25.4 mm),再加上15分钟每增加一英寸(25.4毫米)的厚度。
淬火:油或水至150-125°F(66-51°C)。
回火:淬火后立即回火。保持温度每英寸(25.4毫米)厚度1小时,zui少2小时,然后空气冷却至环境温度。为了zui大限度地减小横截面内部应力大于6英寸(152.4 mm)并提高热处理后EDM的工具的稳定性,强烈建议在回火温度下浸泡4到6小时。
深冷处理: 有些人喜欢进行深冷处理,作为奥氏体化处理中淬火的延伸。其他人喜欢在回火后进行低温处理。
退火
退火必须在热加工后和再硬化之前进行。
以不超过400°F /小时(222°C /小时)至1425 - 1475°F(773 - 801°C)的速率加热,并保持zui高厚度每英寸(25.4mm)的温度1小时; zui少2小时。然后用炉子以不超过每小时50°F(28°C /小时)至1000°F(538°C)的速度缓慢冷却。继续在炉中或空气中冷却至环境温度。所得硬度zui大应为229 HBW。

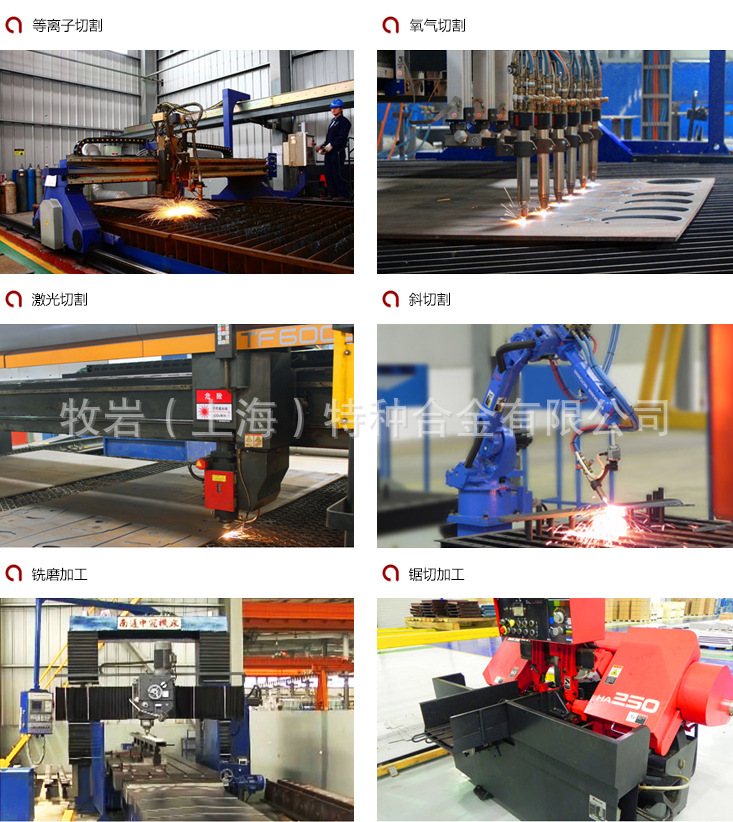
牧岩(MOYAN)加工服务中心引进国际先进钢材加工中心的经营理念,采用国际标准化钢材加工、配送、管理的方式和国外先进技术设备,为客户提供先进的钢材加工配送服务。公司先进齐全的设备可以为客户提供各类钢材加工、配送、储运服务,从各种冷、热轧卷板横切、纵剪、修边、分卷、覆膜、覆纸加工到型材的锯切、弯曲、打孔、焊接、除锈以及产品包装运输的一条龙服务。精良的加工设备及技术水准保证客户99%以上的钢材利用率,减少废料,从根本上节省了资源和客户的生产时间,同时能有效提高产品加工质量,确保产品的合格率。
牧岩(MOYAN)加工中心,标志着牧岩(MOYAN)钢铁在保持原有钢铁贸易的领域上向现代化钢铁物流领域跨出了坚实一步,也是牧岩(MOYAN)适应不断变化的市场需求,加快企业的经营管理流程创新的举措。


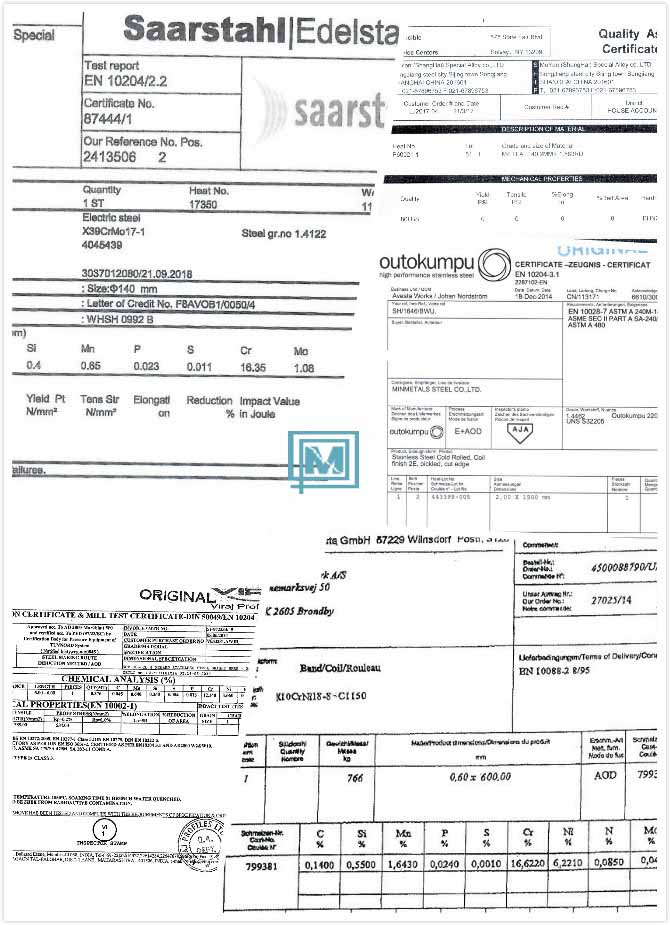
随货可提供各材质原厂质保书,其中包括(EN10204-3.1质保书,符合nace MR-0175标准)等