联系我们
地址:上海市松江区泗泾镇松江钢材城
销售电话:400-880-6743
咨询电话:15000587276
Q Q:moyanalloy@163.com

销售电话:400-880-6743
咨询电话:15000587276
Q Q:moyanalloy@163.com
1.3343是什么材料
来源: 上海牧岩 阅读量:

1.3343是什么材料
1.3343
上海牧岩是1.3343高速钢圆棒,板材,板材和块材的供应商,可根据您的具体要求进行带锯切割。作为钨钼高速钢,它广泛用于机床钻头,冷成型工具和切削工具的生产。1.3343高速钢具有高韧性和良好的切削能力,可承受温度升高而不会回火。
1.3343应用:
这种高速钢等级的典型应用是麻花钻,铰刀,拉削工具,丝锥,铣刀,金属锯。1.3343适用于冷成型工具,如挤压冲头和模具,也适用于具有高耐磨性的切削工具和塑料模具。
1.3343化学成分:
碳Carbon 0.86-0.94% 铬Chromium 3.80-4.50%
锰Manganese 0.40% max 钼Molybdenum 4.70-5.20%
硅Silicon 0.45% max 钒Vanadium 1.70-2.10%
磷Phosphorous 0.03% max 钨Tungsten 5.90-6.70%
硫Sulphur 0.03% max
锻造
预热缓慢均匀至850-900°C。然后,热量应该更快地增加到锻造温度1050-1150℃。如果在锻造期间材料的温度降至880-900℃以下,则需要重新加热。锻造后非常缓慢地冷却部件。
退火
热加工后和再硬化前,建议进行退火。以每小时不超过220℃的速率加热至850℃。始终保持每25mm厚度一小时的温度(最少两小时)。炉子慢慢冷却。达到的退火硬度应为248布氏硬度或更低。
去应力退火
如果对工具进行大量加工或磨削,建议在加工后和硬化前进行应力消除,以尽量减少变形的可能性。将组件加热至675-725°C并充分浸泡(约2小时),然后在空气中冷却。1.3343工具可在热处理前进行精加工。
硬化
通过两个步骤预热组件; 450-500°C,然后850-900°C。继续加热至1200-1250°C的最终硬化温度,并确保组件通过加热。必须注意不要让组件在硬化温度下保持太长时间。用温油或盐淬火。如果在盐中淬火使工具均衡,则在空气中完成淬火。如果在油中淬火,则在约500℃下从油中除去组分,然后空气冷却。1.3343高速钢也适用于真空硬化。
回火
淬火后立即回火钢。均匀且小心地加热至所选的回火温度并保持至少2小时(每25mm总厚度1小时)。双重回火是必不可少的,对于线切割的工具,强烈建议使用EDM三重回火。
温度[°C] 500 550 600 650
硬度[HRc] 64 65 64 61
上海牧岩专注于难以找到的材料。
1.3343
上海牧岩是1.3343高速钢圆棒,板材,板材和块材的供应商,可根据您的具体要求进行带锯切割。作为钨钼高速钢,它广泛用于机床钻头,冷成型工具和切削工具的生产。1.3343高速钢具有高韧性和良好的切削能力,可承受温度升高而不会回火。
1.3343应用:
这种高速钢等级的典型应用是麻花钻,铰刀,拉削工具,丝锥,铣刀,金属锯。1.3343适用于冷成型工具,如挤压冲头和模具,也适用于具有高耐磨性的切削工具和塑料模具。
1.3343化学成分:
碳Carbon 0.86-0.94% 铬Chromium 3.80-4.50%
锰Manganese 0.40% max 钼Molybdenum 4.70-5.20%
硅Silicon 0.45% max 钒Vanadium 1.70-2.10%
磷Phosphorous 0.03% max 钨Tungsten 5.90-6.70%
硫Sulphur 0.03% max
锻造
预热缓慢均匀至850-900°C。然后,热量应该更快地增加到锻造温度1050-1150℃。如果在锻造期间材料的温度降至880-900℃以下,则需要重新加热。锻造后非常缓慢地冷却部件。
退火
热加工后和再硬化前,建议进行退火。以每小时不超过220℃的速率加热至850℃。始终保持每25mm厚度一小时的温度(最少两小时)。炉子慢慢冷却。达到的退火硬度应为248布氏硬度或更低。
去应力退火
如果对工具进行大量加工或磨削,建议在加工后和硬化前进行应力消除,以尽量减少变形的可能性。将组件加热至675-725°C并充分浸泡(约2小时),然后在空气中冷却。1.3343工具可在热处理前进行精加工。
硬化
通过两个步骤预热组件; 450-500°C,然后850-900°C。继续加热至1200-1250°C的最终硬化温度,并确保组件通过加热。必须注意不要让组件在硬化温度下保持太长时间。用温油或盐淬火。如果在盐中淬火使工具均衡,则在空气中完成淬火。如果在油中淬火,则在约500℃下从油中除去组分,然后空气冷却。1.3343高速钢也适用于真空硬化。
回火
淬火后立即回火钢。均匀且小心地加热至所选的回火温度并保持至少2小时(每25mm总厚度1小时)。双重回火是必不可少的,对于线切割的工具,强烈建议使用EDM三重回火。
温度[°C] 500 550 600 650
硬度[HRc] 64 65 64 61
上海牧岩专注于难以找到的材料。
有关1.3343是什么材料的更多信息,请联系我们索取报价!
立即致电021-67896753。

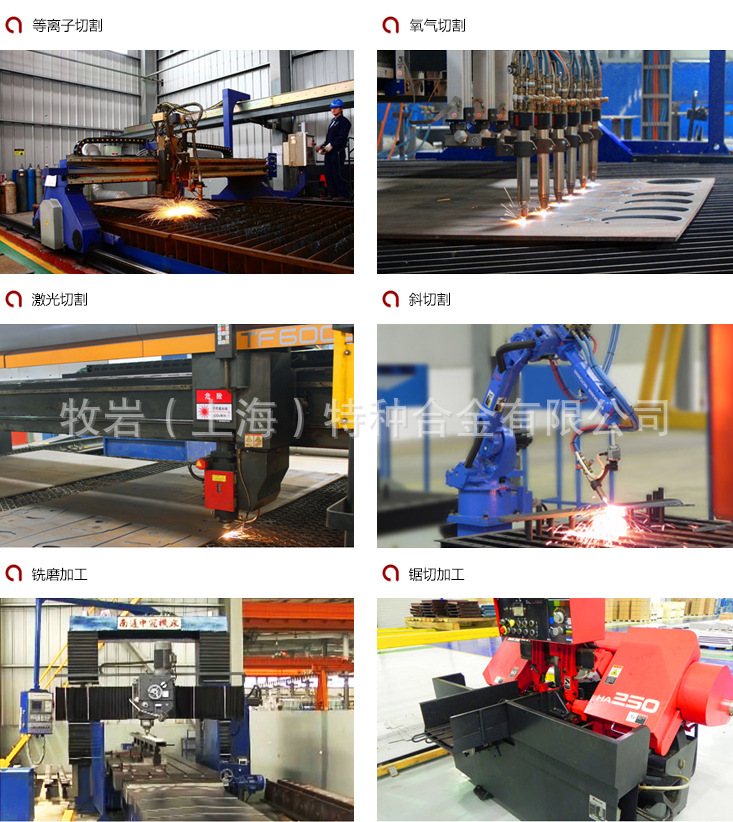
牧岩(MOYAN)加工服务中心引进国际先进钢材加工中心的经营理念,采用国际标准化钢材加工、配送、管理的方式和国外先进技术设备,为客户提供先进的钢材加工配送服务。公司先进齐全的设备可以为客户提供各类钢材加工、配送、储运服务,从各种冷、热轧卷板横切、纵剪、修边、分卷、覆膜、覆纸加工到型材的锯切、弯曲、打孔、焊接、除锈以及产品包装运输的一条龙服务。精良的加工设备及技术水准保证客户99%以上的钢材利用率,减少废料,从根本上节省了资源和客户的生产时间,同时能有效提高产品加工质量,确保产品的合格率。
牧岩(MOYAN)加工中心,标志着牧岩(MOYAN)钢铁在保持原有钢铁贸易的领域上向现代化钢铁物流领域跨出了坚实一步,也是牧岩(MOYAN)适应不断变化的市场需求,加快企业的经营管理流程创新的举措。


随货可提供各材质原厂质保书,其中包括(EN10204-3.1质保书,符合nace MR-0175标准)等


- 上一篇:1.3247是什么材料
- 下一篇:45NiCrMo16是什么材料