联系我们
地址:上海市松江区泗泾镇松江钢材城
销售电话:400-880-6743
咨询电话:15000587276
Q Q:moyanalloy@163.com

销售电话:400-880-6743
咨询电话:15000587276
Q Q:moyanalloy@163.com
X100CrMoV5是什么材料
来源: 上海牧岩 阅读量:

X100CrMoV5是什么材料

X100CrMoV5
上海牧岩是圆棒和切割矩形块的X100CrMoV5的供应商。这是一种钢,经过热处理后,具有高耐磨性和韧性。耐磨性能不如高碳高铬钢那样耐磨,但比后者更容易加工,并且可以研磨成切边,在使用中不易破碎。
应用
X100CrMoV5钢用于冷锻模具,压铸模具,冷镦模具,剪切刀片,滚花工具和切纸刀。
X100CrMoV5成份分析
碳 0.95-1.05% 铬 4.80-5.50%
锰 0.40〜0.80% 硅 0.10-0.40%
钼 0.90-1.20% 磷 ≤0.03%
钒 0.15-0.35% 硫 ≤0.03%
锻造
在将温度升至1050-1100℃之前预热至650-680℃并浸泡直至钢均匀加热。初始锤击应该很轻,锻造温度必须保持在1000℃以上,直到金属开始屈服。最终锻造不应低于900℃。为了避免在锻造后开裂缓慢冷却的可能性是必不可少的。
退火
X100CrMoV5提供退火。只有在锻造钢材或硬化部件必须重新加工或再硬化时才需要重新退火。将钢缓慢加热至850-870℃。在此温度下最少约两小时后,炉温应降至730-750℃并保持约4-6小时。允许钢在炉中非常缓慢地冷却至600℃或更低,然后将工件移至空气冷却。
去应力退火
当对X100CrMoV5钢进行重型加工或磨削时,建议进行应力消除,以尽量减少热处理过程中变形或开裂的危险。为减轻压力,将工具缓慢加热至670-700℃,每25mm钢截面浸泡至少两小时,然后在炉内冷却。
硬化
将钢预缓慢加热至790-820℃并在此温度下彻底浸泡。继续加热至950-980℃的硬化温度。留出足够的时间让组件均匀加热。空气冷却或油淬火。一旦工具暖手就会回火。
回火
硬化后回火。将钢缓慢加热至所需的回火温度。每25毫米的部分浸泡一小时(最少一小时)并允许空气冷却。建议进行双重回火。
温度[℃] 150 200 250 300 350 400
硬度[HRc] 62-61 61-60 60-59 59-58 58-57 58-57
质量保证供应
X100CrMoV5钢是根据我们的ISO 9001:2008注册提供的。
上海牧岩专注于难以找到的材料。
X100CrMoV5
上海牧岩是圆棒和切割矩形块的X100CrMoV5的供应商。这是一种钢,经过热处理后,具有高耐磨性和韧性。耐磨性能不如高碳高铬钢那样耐磨,但比后者更容易加工,并且可以研磨成切边,在使用中不易破碎。
应用
X100CrMoV5钢用于冷锻模具,压铸模具,冷镦模具,剪切刀片,滚花工具和切纸刀。
X100CrMoV5成份分析
碳 0.95-1.05% 铬 4.80-5.50%
锰 0.40〜0.80% 硅 0.10-0.40%
钼 0.90-1.20% 磷 ≤0.03%
钒 0.15-0.35% 硫 ≤0.03%
锻造
在将温度升至1050-1100℃之前预热至650-680℃并浸泡直至钢均匀加热。初始锤击应该很轻,锻造温度必须保持在1000℃以上,直到金属开始屈服。最终锻造不应低于900℃。为了避免在锻造后开裂缓慢冷却的可能性是必不可少的。
退火
X100CrMoV5提供退火。只有在锻造钢材或硬化部件必须重新加工或再硬化时才需要重新退火。将钢缓慢加热至850-870℃。在此温度下最少约两小时后,炉温应降至730-750℃并保持约4-6小时。允许钢在炉中非常缓慢地冷却至600℃或更低,然后将工件移至空气冷却。
去应力退火
当对X100CrMoV5钢进行重型加工或磨削时,建议进行应力消除,以尽量减少热处理过程中变形或开裂的危险。为减轻压力,将工具缓慢加热至670-700℃,每25mm钢截面浸泡至少两小时,然后在炉内冷却。
硬化
将钢预缓慢加热至790-820℃并在此温度下彻底浸泡。继续加热至950-980℃的硬化温度。留出足够的时间让组件均匀加热。空气冷却或油淬火。一旦工具暖手就会回火。
回火
硬化后回火。将钢缓慢加热至所需的回火温度。每25毫米的部分浸泡一小时(最少一小时)并允许空气冷却。建议进行双重回火。
温度[℃] 150 200 250 300 350 400
硬度[HRc] 62-61 61-60 60-59 59-58 58-57 58-57
质量保证供应
X100CrMoV5钢是根据我们的ISO 9001:2008注册提供的。
上海牧岩专注于难以找到的材料。
有关X100CrMoV5是什么材料的更多信息,请联系我们索取报价!
立即致电021-67896753。

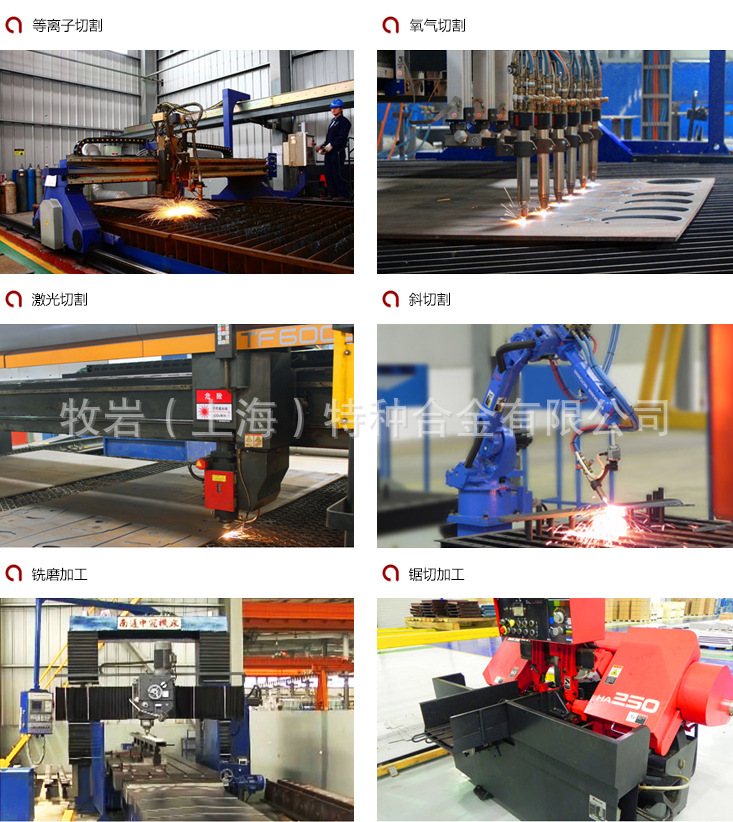
牧岩(MOYAN)加工服务中心引进国际先进钢材加工中心的经营理念,采用国际标准化钢材加工、配送、管理的方式和国外先进技术设备,为客户提供先进的钢材加工配送服务。公司先进齐全的设备可以为客户提供各类钢材加工、配送、储运服务,从各种冷、热轧卷板横切、纵剪、修边、分卷、覆膜、覆纸加工到型材的锯切、弯曲、打孔、焊接、除锈以及产品包装运输的一条龙服务。精良的加工设备及技术水准保证客户99%以上的钢材利用率,减少废料,从根本上节省了资源和客户的生产时间,同时能有效提高产品加工质量,确保产品的合格率。
牧岩(MOYAN)加工中心,标志着牧岩(MOYAN)钢铁在保持原有钢铁贸易的领域上向现代化钢铁物流领域跨出了坚实一步,也是牧岩(MOYAN)适应不断变化的市场需求,加快企业的经营管理流程创新的举措。


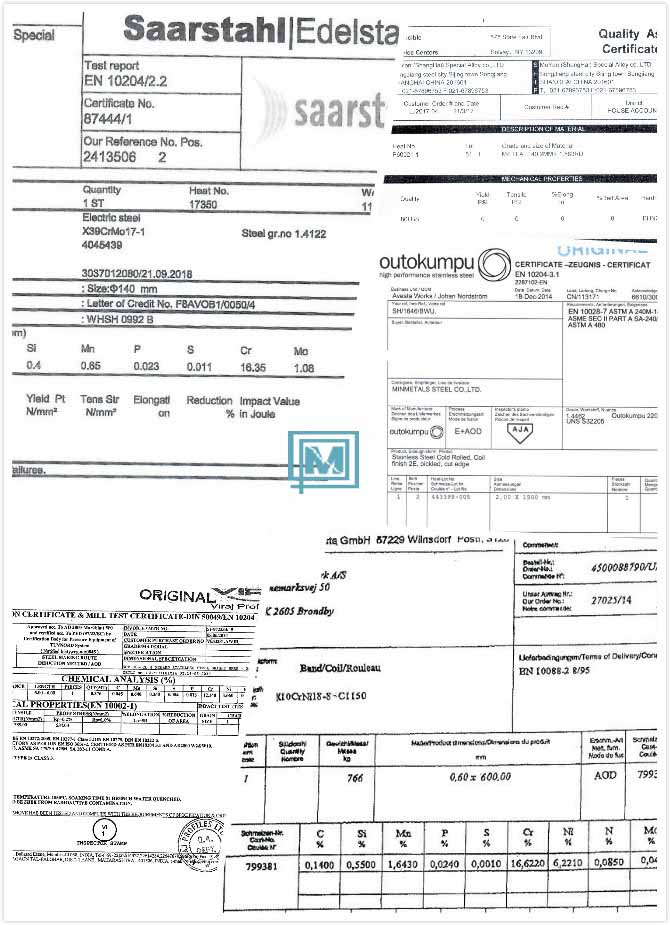
随货可提供各材质原厂质保书,其中包括(EN10204-3.1质保书,符合nace MR-0175标准)等


- 上一篇:X40CrMoV5-1是什么材料
- 下一篇:X153CrMoV12是什么材料